Related products
相关产品

发表文章:
Recent advances in interfacial engineering of lithium battery anodes by atomic layer deposition technology
发表期刊:
Chinese Chemical Letters
原文链接:
https://doi.org/10.1016/j.cclet.2025.111973
推荐仪器:
PROMETHEUS 工艺级流化床 ALD 系统
一、综述摘要
该综述系统总结了原子层沉积技术在锂电池负极界面改性方面的最新研究进展。文章指出,锂电池负极面临的共性问题是界面稳定性差,具体表现为:嵌入型负极(如石墨)倍率性能不足;合金型负极(如硅、锡)体积膨胀严重、首次库仑效率低;锂金属负极则存在锂枝晶生长和固体电解质界面不稳定等问题。ALD 技术通过自限性表面反应,能够在负极表面形成均匀、致密、厚度可调的纳米钝化层,从而抑制副反应、缓解体积效应、稳定 SEI 层并抑制枝晶生长。综述详细讨论了 ALD 在三种类型负极中的应用案例,分析了其对循环寿命、倍率性能和容量保持率的提升效果,并对 ALD 技术的未来发展方向(设备优化、多功能涂层、连续化生产)进行了展望。
二、综述背景
锂电池因能量密度高、循环寿命长而被广泛应用于电动汽车、便携电子设备和电网储能。负极材料是决定电池性能和安全性的关键部件。目前主要的三类负极各有短板:
为了解决上述问题,研究者发展了多种界面工程方法,包括旋涂、蒸发、溶胶-凝胶、物理气相沉积、化学气相沉积等。然而,这些方法在复杂表面的保形性、厚度均匀性、针孔控制等方面存在局限。相比之下,原子层沉积具有独特的优势:基于自限性表面反应,能够实现原子级别的厚度控制,在三维复杂表面上形成无针孔的保形涂层。ALD 适用于各类高性能和纳米结构负极,尽管沉积速率较慢、设备成本较高,但其优异的涂层质量使其成为界面改性的理想技术。

图 1 原子层沉积用于锂电池负极界面改性概述
三、ALD 在锂电池负极中的应用
3.1 ALD 成膜原理与影响因素
ALD 通过交替脉冲两种前驱体实现逐层生长。典型循环包括:第一前驱体脉冲(化学吸附)、吹扫、第二前驱体脉冲(反应)、吹扫。以三甲基铝和水沉积 Al₂O₃ 为例,表面羟基与三甲基铝反应生成 CH₄,随后水蒸气与铝中间体反应完成氧化铝的沉积。

图 2 原子层沉积(ALD)二元反应通用机理的示意图
影响 ALD 成膜的关键因素包括:前驱体的反应性和挥发性、沉积温度窗口(温度过低吸附不完全,过高导致热分解)、脉冲/吹扫时间(确保饱和吸附并避免交叉污染)、以及表面活性基团的密度(如 -OH)。理解这些因素对于优化负极涂层性能至关重要。
3.2 嵌入型负极(石墨、钛酸锂)
(1)石墨负极
石墨负极的锂嵌入电位低(0.1 V vs. Li/Li⁺),易形成 SEI。ALD 沉积的 TiO₂、ZnO、Al₂O₃ 等涂层可作为物理屏障,抑制电解液分解和 SEI 过度生长。Wu 等人研究了非晶 TiO₂ 涂层厚度(1–11 nm)对石墨负极的影响。图 3 a–e 展示了 11 nm TiO₂ 涂层石墨的形貌和循环性能:230 次循环后容量保持率达 93.6%,而未涂层石墨仅为 52.2%。图 3 f–h 显示 ZnO 涂层可提供快速 Li⁺ 迁移通道,提升倍率性能。图 3 i–k 则表明 ZnO 涂层厚度需优化:100 次 ALD 循环的 GAZ100 电极性能优于 300 次循环的 GAZ300。

图 3 (a, b) 循环前后 11 nm 和 0 nm A-TiO₂ 涂层 MGP 电极上的 SEI 层。(c) 不同 A-TiO₂ 厚度(0,1,3,5,7,9,11 nm)电极的循环性能。(d) 230 次 ALD 循环后不同 A-TiO₂ 涂层电极的容量和容量保持率。(e) MGP 电极的 EDS 图谱。(f) 石墨电极的峰值电流与扫描速率平方根的关系。(g, h) 石墨电极的循环和倍率性能。(i) GAZ 复合材料的制备示意图。(j–k) 纯 GA 和 GAZ 的倍率及循环性能。
(2)钛酸锂负极
钛酸锂电压平台约 1.55 V,可避免 SEI 形成,但其电子电导和离子扩散系数低,且存在电解液分解产气问题。Jin 等人用 ALD 沉积掺铝氧化锌涂层,图 4 a–c 显示 AZO 涂层钛酸锂在 55°C 下 500 次循环后容量保持 96%。Yoon 等人用 Al₂O₃ 涂层,图 4 e–f 表明 60°C 下 500 次循环后容量保持率高达 98%。Speulmanns 等人直接通过 ALD 合成了 Li₄Ti₅O₁₂ 薄膜,图 5 a–b 显示在 100 C 超高倍率下循环 1000 次,容量保持率达 97.9%。图 5 c–d 展示了 3D 衬底上 LTO 薄膜的高面容量和功率性能。

图4. (a) 250-10AZO 颗粒的 TEM 图像。(b) UC LTO 和 AZO 涂层 LTO 样品的循环性能。(c) UC LTO 和 AZO 涂层 LTO 样品的倍率性能。(d) LTO 电极的示意图。(e) Al₂O₃ 涂层 LTO 电极的 EDS 元素分布图。(f) Al₂O₃ 涂层和未涂层 LTO 的循环寿命性能。

图5. (a) ALD Li₄Ti₅O₁₂ 薄膜的示意图。(b) ALD Li₄Ti₅O₁₂ 在 100 C 下的长期循环性能。(c) 硅衬底上通过 ALD 沉积 LTO 的 3D 结构。(d) 3D 衬底上 Li₄Ti₅O₁₂ 薄膜的面容量和循环稳定性。(e) 垂直石墨烯上 N 掺杂 LTO 的示意图。(f) TiN@N-LTO 的超稳定循环性能。
3.3 合金型负极(硅、锡)
(1)硅基负极
硅负极的理论容量高,但体积膨胀超过 300%,导致 SEI 反复破裂。ALD 涂层提供机械缓冲和界面稳定作用。Zhu 等人用等离子体增强 ALD 沉积 AlOₓNᵧ 涂层,图 8 a–d 显示 140 次循环后容量保持 1297 mAh/g,体积膨胀得到抑制。Lee 等人研究 Al₂O₃ 涂层厚度,图 6 e–g 表明适中厚度的 Al₂O₃ 涂层可防止活性粉末与电解液直接接触。Adhitama 等人用 AlF₃ 涂层,图 6 h–j 表明 AlF₃ 促进富 LiF 的 SEI 形成,提升循环稳定性。Fang 等人结合 ALD 和分子层沉积构建 Li₂O- 有机杂化涂层,图 7 a–b 显示首次库仑效率达 91.2%。Wang 等人设计 Li₂O/TiO₂ 双层涂层,图 7 g–i 表明首次库仑效率达到 90.9%,其中 Li₂O 作为活性锂源,TiO₂ 提供结构支撑。

图 6 (a) 100 个 ALD 循环沉积 AlOₓNᵧ 涂层的 Si 颗粒的 TEM、HRTEM、STEM 图像及 EDX 图谱。(b) 不同 ALD 循环次数(10,30,50)AlOₓNᵧ 涂层 Si 电极的循环稳定性。(c, d) 原始 Si 电极和 Si-AlOₓNᵧ-30 电极的顶视和截面 SEM 图像。(e) N-Si 合金、Al₂O₃-1 和 Al₂O₃-2 首次循环的锂化/脱锂曲线。(f) N-Si 合金、Al₂O₃-1 和 Al₂O₃-2 的循环性能。(g) Al₂O₃-2 粉末的截面 S/TEM-EDS 图像。(h) 未涂层和涂层 Si 电极上 SEI 的示意图。(i, j) Si、Si+5 nm AlF₃ 和 Si+20 nm AlF₃ 的循环伏安曲线和循环性能。

图 7 (a) Si@Li₂O-lithicone 电极的制备示意图及 TOF-SIMS 分析。(b) 前八次循环的库仑效率。(c, d) Si@titanicone/TiO₂ 和Si@zincone/TiO₂ 的 SEM、TEM 图像及循环性能。(e) 前五次循环的库仑效率。(f) 合成过程的示意图。(g) Si@Li₂O@TiO₂ 的合成示意图。(h) Si@Li₂O@TiO₂ 的 TEM 图像。(i) 前十次循环的库仑效率。
(2)锡基负极
锡基负极同样面临严重体积膨胀。Chen 等人制备 SnO₂@TiO₂ 核壳结构,图 8 a–d 显示循环稳定性显著提升。Wei 等人将 SnO₂ 嵌入氮掺杂碳并涂覆 TiO₂,图 8 e–f 表明 200 次循环后容量仍达 871 mAh/g。Soltani 等人研究 Al₂O₃ 涂层厚度对 CoSn₂ 负极的影响,图 8 g–i 表明 10 个 ALD 循环的样品倍率性能最佳,但长期循环仍有衰减,说明涂层厚度需精确优化。

图 8 (a) SnO₂ 和 SnO₂@TiO₂ 体积变化示意图。(b) SnO₂、TiO₂ 和 SnO₂@TiO₂ 的循环性能。(c) SnO₂@TiO₂ 的 TEM 图像。(d) SnO₂/NC@SnO₂-200 的 SEM 图像。(e) SnO₂/NC@TiO₂ 的合成流程。(f) SnO₂/NC@TiO₂-200 的长期循环性能。(g) 阳极层上 Al₂O₃ 涂层示意图。(h, i) 倍率性能和长期循环稳定性对比。
3.4 锂金属负极
锂金属负极的界面不稳定性主要表现为锂枝晶生长和死锂生成。ALD 涂层通过亲锂性和均匀电场分布来抑制枝晶。Zhao 等人将 ZnO 沉积在碳纤维上,图 9 a–b 显示 Li/C-ALD 复合负极在 5 mA/cm² 下稳定循环 200 次。Qian 等人制备 CC@ZnO@Li 负极,图 9 c–h 表明对称电池循环寿命超过 3000 小时,原位光学观察显示无枝晶生长。Wang 等人用 TiO₂ 涂层保护锂金属,图 10 a–d 显示对称电池在 1 mA/cm² 下稳定循环 1600 小时,与 NCM622 配对的全电池容量保持率提升 23.3%。Oyakhire 等人发现 5 nm TiO₂ 涂层可显著降低锂的成核过电位,图 10 e–i 表明 TiO₂ 涂层铜箔上锂沉积更均匀、核更小。
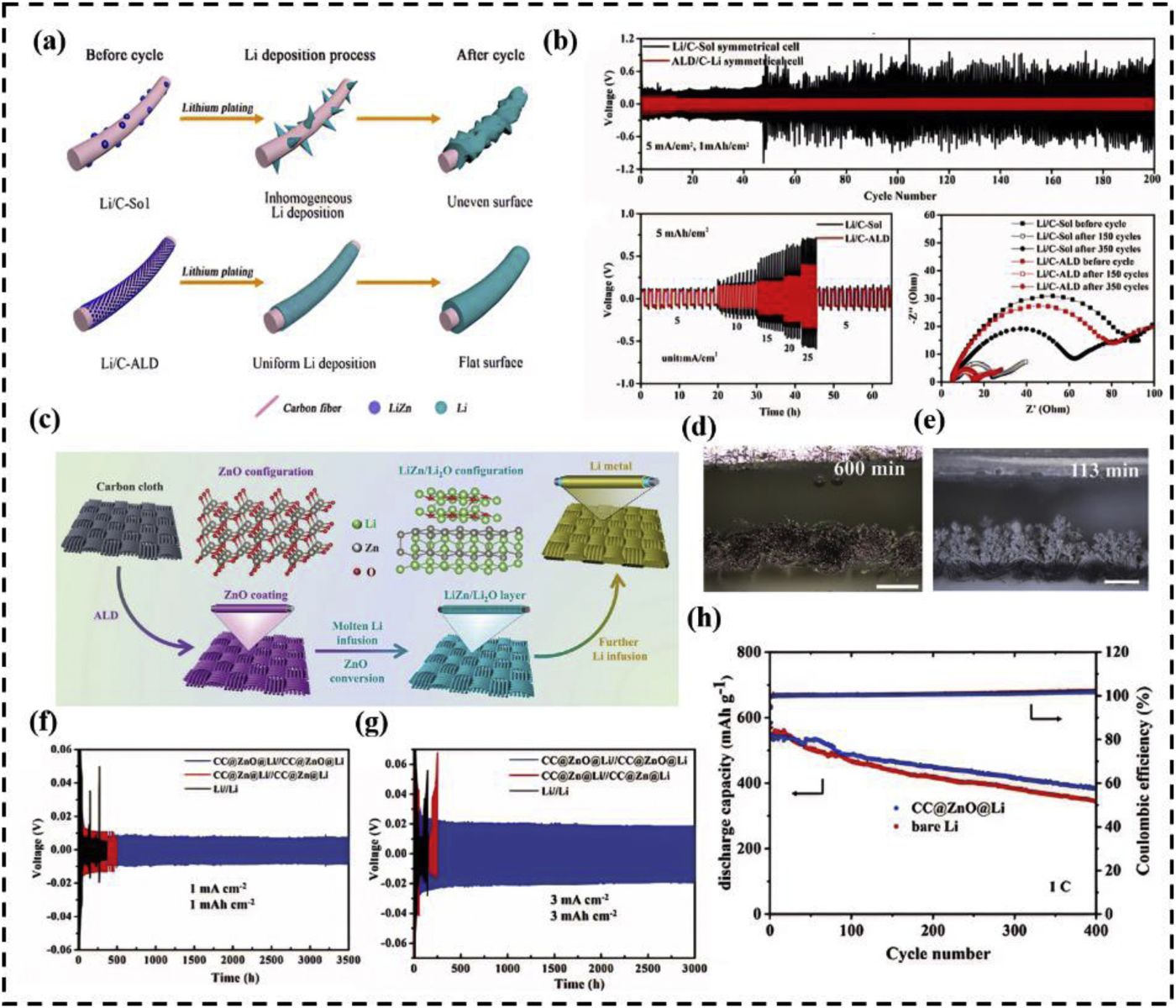
图 9 (a) Li/C-Sol 和 Li/C-ALD 中锂沉积示意图。(b) Li/C-Sol 和 Li/C-ALD 对称电池的电压曲线、倍率和 EIS 性能。(c) CC@ZnO@Li 负极示意图。(d, e) 锂沉积的原位光学观察。(f, g) CC@ZnO@Li/CC@ZnO@Li、CC@Zn@Li/CC@Zn@Li 和 Li/Li 电池的恒流循环和倍率性能。(h) 使用 bare Li 和 CC@ZnO@Li 的锂硫电池长期循环稳定性。
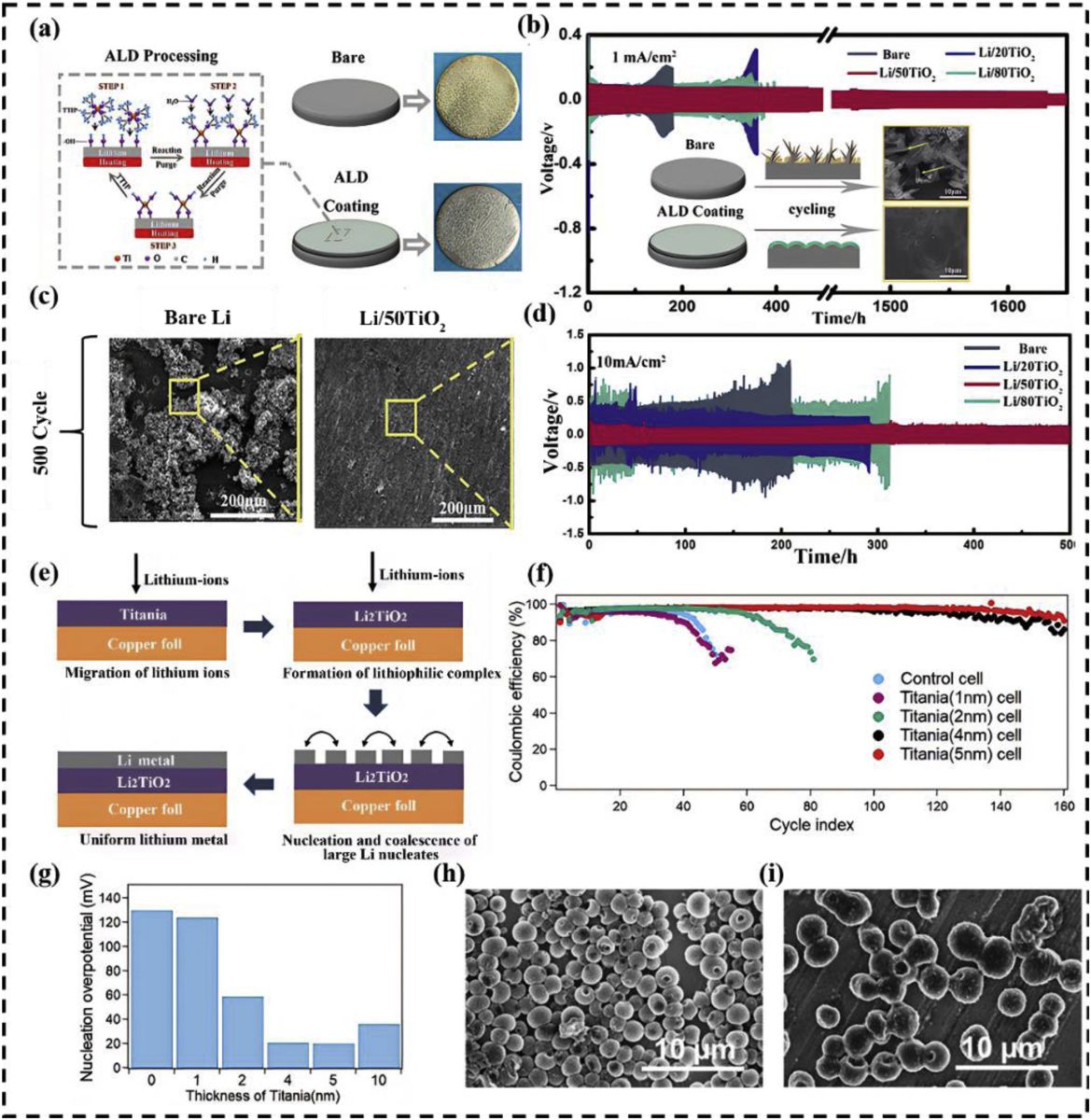
图 10 (a, b) ALD 形成的超薄 TiO₂ 层示意图及照片。(c) 使用 bare Li 和 Li/50TiO₂ 的 Li||NCM622 电池的电化学循环曲线。(d) Li/20TiO₂、Li/50TiO₂、Li/80TiO₂ 及 bare Li 对称电池的恒流充放电测试。(e) TiO₂ 作为电沉积锂成核层的作用示意图。(f) 不同厚度(1,2,4,5 nm)TiO₂ 层的 Li/Cu 电池库仑效率。(g) 不同厚度 TiO₂ 层首次循环的成核过电位。(h, i) 对照组和 5 nm TiO₂ 电池中锂核的 SEM 图像。
四、总结
该综述总结了 ALD 技术在锂电池三类负极界面工程中的最新应用。研究表明:
五、展望
尽管 ALD 取得了显著成效,但仍面临挑战:涂层可能增加界面阻抗;部分无机涂层与锂反应;ALD 沉积速率慢、设备成本高,限制大规模应用。文章提出了未来发展的三个方向:
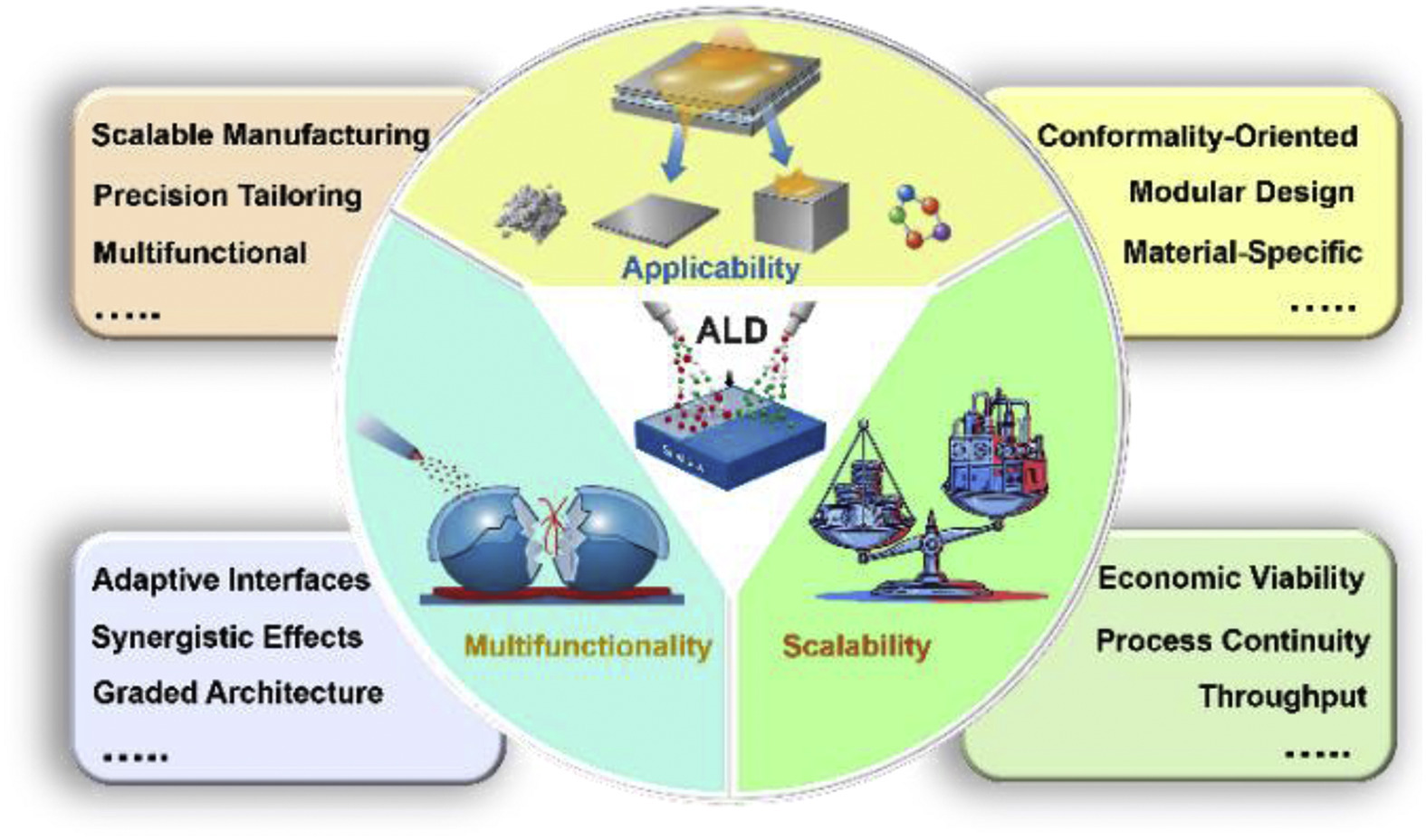
图 11 ALD在锂电池负极中的发展前景与未来展望。
总之,ALD 技术为高性能锂电池负极的精准界面设计提供了强大工具,未来有望在高能量密度储能系统中发挥更重要的作用。

如果您想要了解更多产品信息,请填写以下信息下载产品手册, 我们收到您的信息后将第一时间回复您。